When you buy through links on our site, we may earn an affiliate commission.


vortx
-
Posts
44 -
Joined
-
Last visited






vortx's Achievements
")



-

Hey, it's almost x-mas...Get a free Platinum/VIP membership
vortx replied to Admin's topic in General Discussion
How to build a flea circus? Well, you have to start from scratch... -
Noooo:) I just saw this thread now. Hope there will be a second run of these:)
-
Which one..1680 vs. 1665 Reds...Vietnam Case Project
vortx replied to indyberetta's topic in The Rolex Area
what/where is ETZ by the way? -
2mm SPRINGS BARS: Geniune or very good aftermarket Spring Bars for the models we most covet, 1665,1680,1675,16800,16610 will measure: center section: 2mm x 19.7mm* depressable ends: 1.2mm in dia.* extended overall length: 25.25/25.57mm (.994/1.006")* You will, no doubt, see them advertised in all sizes and dimensions, claiming to be what they are not. Use good judgement before making your purchase and avoid dissapointment. There is plenty of good information to be gleaned on this board as to where to acquire them from the many capable and talented members. Please keep in mind, the advertised dimensions are meant to show relationship to an application. These dimensions may seem cut and dry. In reality the spring bars do not have a true 2mm diameter main body, nor do the ends measure 1.2mm. These measurements indicate the bore diameter in which they are to be inserted, therefore, the true diameter of the respective part of the spring bar will (should) measure: ENDS-Diameter: 1.187/1.190mm (.0467/.0468")* MAIN BODY-Diameter: 1.978/1.980mm (.0778/.0780")* NOTE: *These dimensions acquired from 20 sample spring bars* This differential allows for compliance in the bore, just .0005" will make the difference between go and no-go.
-
This is an old post I found while browsing archives for info on my resurrected 1665 project. Originally posted by davethecat on thereplicacollector.com Thanks to davethecat for helping me on my way! Hope you guys will find this as helpful as I did. The post: OK. I survived. After reading all of the tutorials on this subject over the past year, I decided to mod my own MBW DRSD. Afterward, I thought that it might be valuable to the group to post some practical tips that I learned along the way. Call this "through the eyes of a naive but fearless novice". 1. Don't start this project unless you have AMPLE time to commit to the project. Don't do what I did. I had a two-hour window prior to a social commitment. I found myself having to disengage and then pick it up later only to spend my Father's Day eve awake until 3a. I woke back up at 6a and finished everything by noon. I can see how this project can go very easy, and how it can get very hard. I suspect that every attempt is different based on the material you are working with and the impact of a millimeter here and a millimeter there. 2. Two words: Proper tools. Just because you have a Dremel, it doesn't mean you have all of the tools you need. I used practically everything I had. 3. Use a power drill, not a Dremel. Save the Dremel for polishing the finished product. Any garden-variety drill will work. The Dremel simply spins too fast to do the job well. A power drill also has enough mass to add leverage to the job. I found that to be a big help. 4. Buy lots of drill bits. Specifically, buy lots of cobolt (or better) drill bits. You never know when one will break or dull along the way. As much as you will want to work this project to completion in one sitting, don't create a hard stop by running out of bits. 5. Don't be cheap. Pay attention to how your bit is cutting. If drilling starts to get slow, there is a good chance that the bit is getting dull. If you even remotely suspect that you have a dull bit, change it. Worst-case scenario, you waste a $3 bit. Better to waste a $3 bit than a $400 MBW case. 6. Cobolt bits hurt. If you are holding the case in your hand as you drill, make sure that your finger is safely away from the exit hole when you break through. Otherwise, well..... If you think cobolt slices though SS like butter, just wait till you see what it does with flesh. :-( 7. Use the right oil. For the first half of the project, I used some old Slick50 PTFE-filled spray lube. I thought it was a decent (perhaps better) substitute for 3 in 1 or WD40. It worked OK, but not great. I switched to WD40 when I started on the bracelet. It worked 2x better. Make sure you lube both the hole and the bit. 8. While drilling, remove metal a little at a time. Counter synch the bit back out of the hole regularly. This "excavates" the metal out of the hole. 9. Drill on a perfect axis. Entering at an angle will oval the outer hole and will ultimately freeze the bit. Even when you are at a perfect 90-degree angle, don't become complacent. Too much pressure on the bit will bend the bit as it turns, creating an ovaling of your outer hole. I can't stress this enough 10. If you oval a hole, don't over compensate, don't try to fix it. Let it be - it adds character & makes the watch look more age-appropriate. Maybe a blessing in disguise? When you polish up everything at the end, it ends up looking much better & much less like a mistake. Furthermore, almost any tool mark adds to the believability of the age of the watch. Keep that in mind as you work. At the end, there are very few tool marks that can't be recovered with a little Simichrome or a Scotchbrite pad. 11. When you have successfully drilled the case, don't become complacent or overjoyed. I assure you that the hard part is yet to come. Drilling the bracelet was 2x harder than the case, and then adapting the end links was 2x harder than drilling the bracelet. Finally assembling it all back together was 5x harder than anything else I attempted. 12. End links. What can I say? If someone out there has a secret to what works, I'd love to hear it before I attempt to do this next on my 6541. The fold-over end links have a metal loop that appears to be tacked welded to the larger piece. On one of my links it was tacked at the top and loose on the bottom. The other rings were tacked both at the top and the bottom. It's too thin to drill out. I tired to bend and enlarge the ring as much as I could. There was solder material inside the ring, so I had to use a Swiss file to smooth the path out. I reamed the inside of the rings with the drill and that seemed to help too. I also used a circular and triangular Swiss file to bend and ream the metal at the same time. This part took me forever. I sincerely thought at more than one point that this was going to be the part of the project that ruined everything. I even went as far as doing a mid-project eBay search for replacement end links. No luck.... back to work 13. The end links get bent very easily. I assure you, if you bend an end link in an odd place, this whole project can turn into a nightmare. I bent one along the center-bottom cross bar. Afterward, re-bending it to fit, while still ensuring a straight axis though the spring bar path was quite a task. Also, watch out when you are reassembling the watch. The bottom corner-bend on the end link can bend easily as you try to pry the spring bars into place. If that happens, you need to observe the movement of the bracelet against the bent out portion of the end link. If it wears against each other, you have a big problem. End links aren't easy to source, so don't screw yours up. 14. Like the end links, there needs to be more discussion on how to drill out the bracelet. If you try to hold it in your hand and drill in a similar fashion as you drilled the case, you will quickly learn that you need a new approach. The bit will freeze in the hole and then the bracelet will spin violently until you stop the drill. It doesn't matter how strong you are, you wont be able to overpower the drill by hand. A quick search pointed to a tip that made the difference: Using a long nosed pliers, camp the bracelet lengthwise along the bracelet's center link. When it starts to work, see point #1 "Take your time!" Oh yeah, an ancillary & implied tip is "keep your computer close in case you need to search for tips." :-) 15. A set of Swiss files is absolutely critical. Go to Ofrei's and buy the real deal. If that's too steep, Home Depot sells a decent hobbyist set for about $15. I used these at several points along the way. 16. The second hardest thing I encountered is getting the thing back together. You've drilled, bent, reamed, etc. and now the tolerances of all of the changes compound on themselves. Trying to get the re-assembled end link and bracelet back on is a [censored]. By the time you get to this point, you will be inpatient. Resist cutting corners because any slip of the spring bar tool or screwdriver will mar your case. 17. Before you try to assemble everything, use your Swiss files to smooth out any drill entrance or exit. Pay very careful attention to the inside of the case holes and the bracelet middle link. If you ignore this, expect a terrible time trying to assemble the bracelet. In effect, the rough dilled-out lip left on the case and bracelet holes adds a few millimeters to the width. The tolerances are too tight to assemble everything smoothly. If you do happen to get everything back together with these exposed rough spots, you will in effect have a grinding pattern where the rough spot hits other pieces of metal. That cant be good over time. Be smart, clean up/file-down your mess. 18. When you finally get to the point of polishing up everything with your Dremel, soften the edges of the case and the bracelet to add to the faux aging of the case. 19. Simichrome is OK, but a rouge cream works better. 20. Now I know why they say "Do it yourself, you will get much more enjoyment when it is YOUR work." What they are really saying is: "If you manage to take this on by yourself, expect to go to the depths of hell in depression as you narrowly miss screwing up your pride and joy. When you manage to salvage everything and start back down the right path, you will be elated. It is quite a rush when you get to the moment that you realize that you can stop dictating in your mind your "Help Joe/The Zigmeister/Palp/Tommy !!! I screwed up big-time...." email.
-
I found this piece of great information while browsing through the old tip section of thereplicacollector.com Originally posted by alfa1 in 2006. link to original post I found this post very helpful completing my old 1665 project (pics coming soon), and decided to post it here for your DIY pleasure. Here it goes: This is in two parts, the first was originally posted by JimmyThree. It was this, which prompted me to do some further critical analysis, so the second part is mine. It covers what has been discussed before, however, these random discussions were to me, lacking the necessary absolutes needed to allow completion of the proceedure with any degree of success. Onward Part I A genuine or aftermarket submariner 7.0mm case tube can be installed in the case in order for a genuine crown to be used. The 7.0mm submariner case tube has the same thread size where it screws into the case as the standard 6.0mm case tube used in older DJ, Exp I etc...3.0mm X .35mm and a standard thread tap for the Rolex case can be used to tap it out to the correct size if necessary. The 3.0mm X .35mm taps are available from most watch parts supply houses. Many replicas have the case threaded for the smaller case tube thread size same as the 5.3mm crown and modern 6.0mm crowns...2.5mm X .25mm and if this is the size in your submariner watch case, the hole will have to be drilled out first with a number 36 (2.7mm) drill bit before threading the hole with the 3.0mm X .35mm tap. Be sure to drill the hole straight through the case and lubricate the bit with cutting oil or WD 40 etc. After the hole has been bored, line the tap up straight and very carefully start cutting the threads in the case. Turn the tap about 1/2 turn at a time and back it up to dislodge the metal chips and lubricate the tap with thread cutting oil or WD 40 etc to help prevent galling and to carry the chips away from the threads. After the hole has been tapped, clean the case in warm soapy water with an old toothbrush being sure to get all the metal chips out of the newly threaded hole (I hope you removed the movement before starting this project!!) and try the case tube for proper fit. Pipe cleaners are another way to clean the threads out. Be advised that the 7.0mm submariner case tube does not fit up against the case same as the standard 6.0mm case tube. The standard genuine 6.0 case tube uses a silver sealing washer between the slightly tapered case tube and case for a gasket (I have never seen one of these gaskets on a replica) and the 7.0mm case tube uses a rubber O ring gasket that fits against a flat machined surface on the case. Machining the case is a bit more involved so I will leave it out and simply recommend anyone to seal the case tube O ring to the case with waterproof silicone grease. I have a miniature milling machine and cutter for cutting a flat on cases but if the case has enough area for the O ring to seal, I let it go as is. Tips: On cases with the correct 3.0mm X .35mm hole size...be sure to run the tap through it first (if you have one) or very carefully try the case tube for proper fit because sometimes the threads are not very good and they can ruin the case tube. You can find good used genuine submariner crowns on eBay. Practice cutting threads on a junk case or bore a few holes in a piece of stainless steel sheet and tap them for practice. When cutting practice holes, it is easier to start out with a smaller bit first and work up to the # 36 bit. Stainless steel is not easy to work with so a few practice runs are in order. The #36 (.2.7mm) drill bit is a tiny bit larger that usual so the tap will not bind up when cutting threads in the hard steel case. It is better to have the threads a bit shallow than take a chance on breaking the tap off in the case. When you buy a 7.0mm case tube, be sure to get all the rubber O ring gaskets including the one inside the crown cap and on the outside of the case tube. You can use plastic based gasket sealer on the case tube threads to help seal the tube and hold the tube in place and keep it from backing out. Case tube spline wrenches are available to make the job of inserting the case tube easier but you can usually get the tube screwed in by using the crown for a tube driver if you are careful. Sometimes the crown will tighten down and unscrew the case tube after insertion so if you can get a case tube wrench it is money well spent. There are old type and new type case tubes and wrenches so ask for new type replacement case tubes and wrenches so everything will work together. Do not count on the tube to be water resistant without testing the empty case first. Part II Establishing dimensions and how minute they really are. 1 mm = .039370082" 2.60mm = .102362" 2.65mm = .104330" 2.70mm = .106299" The following directly relates to the Installation of a Genuine or Very Good replica 7mm Trip-Loc Crown. This is for edification and discussion only. Rolex Trip-Loc 7mm Crown - Part No.24-703 Rolex Case Tube 7mm - Part No.24-7030 Generic - are generally refered to as 7mm crown or tube. TAPS: Tap size for the 7mm case tubes(specifically 24-7030) is 3.0mm x .35mm proper drill size is 3.00mm (- .35mm) = '2.65mm' (a little formula my industrial tool supplier showed me) On minature threads such as these, it is imperative that major and minor diameters are correct for desired lock up. You will surely strip the case tube (or more catastrophically) the case, when applying proper setting torque to improperly cut threads. When working with 316, 440 or 904 stainless steel, either facing, cutting or tapping, it is imperative that you use a cutting fluid that is compatible with the parent metal, in this case I prefer 'Tool Cool' or 'Tapmatic-plus1' comment: I got mine from merlintools on ebay. great! CASE TUBES: The 6mm case tube wrench works on both 6mm and 7mm case tubes, why they don't advertise them as such, really baffles me. Keep in mind, all new case tubes in current Rolex' have the new style case tubes (splines at the top) and, so will all of the new generic case tubes. If you see an advertisement for case tubes showing 'old and new' make sure you get the new tube and tool. That is of course, unless you have an endless supply of early genuine case tubes. Then the early tool with splines in the lower body of the tube would be correct. CASE TUBE 'O' RING OPENING: A stepped Spot face cutter is required to duplicate the cavity in the tube bore of the case to capture the outer 'o' ring that resides above the case tube threads. First stage cuts the proper diameter for the 'o' ring, (in some earlier Rolex' models a flat fabric seal was used) the second, cuts the stop shoulder, which in turn determines the desired amount of crush to the 'o' ring. This operation is one more of the critical operations that help achieve its resistance to water and pressure. Because this machining operation is done to the case while on a CNC machining center, You 'WILL NOT' be able to acquire this cutting tool, it will have to be made by an industrial tool supply house. Calculating its correct dimensions, is a story, all by itself. 2mm SPRINGS BARS: Geniune or very good aftermarket Spring Bars for the models we most covet, 1665,1680,1675,16800,16610 will measure: center section: 2mm x 19.7mm* depressable ends: 1.2mm in dia.* extended overall length: 25.25/25.57mm (.994/1.006")* You will, no doubt, see them advertised in all sizes and dimensions, claiming to be what they are not. Use good judgement before making your purchase and avoid dissapointment. There is plenty of good information to be gleaned on this board as to where to acquire them from the many capable and talented members. Please keep in mind, the advertised dimensions are meant to show relationship to an application. These dimensions may seem cut and dry. In reality the spring bars do not have a true 2mm diameter main body, nor do the ends measure 1.2mm. These measurements indicate the bore diameter in which they are to be inserted, therefore, the true diameter of the respective part of the spring bar will (should) measure: ENDS-Diameter: 1.187/1.190mm (.0467/.0468")* MAIN BODY-Diameter: 1.978/1.980mm (.0778/.0780")* NOTE: *These dimensions acquired from 20 sample spring bars* This differential allows for compliance in the bore, just .0005" will make the difference between go and no-go.
-
Swapping a MBK acrylic glass for a clark, any advice ?
vortx replied to docdoc's topic in The Rolex Area
thanks! could still not get any blade in between, so I used a heatgun to melt the remains of the original plastic crystal. Had I just thougt of that earlier. My rehaut is now badly scratched on one side... Polishing job much. -
Swapping a MBK acrylic glass for a clark, any advice ?
vortx replied to docdoc's topic in The Rolex Area
any tip of how to get the retaining ring off? I smashed the original plexi (mbw) but still cant get the ring off... regretting it now, but am determined to fit the clarks crystal. -
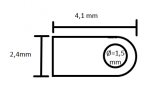
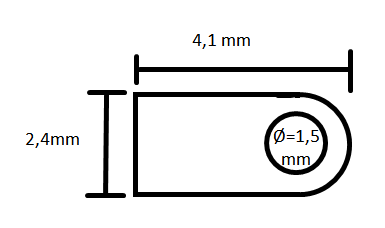
I got a great tip from a fellow rwg'er. Just buy an automotive feeler gauge (4usd). Cut, file, drill and bend a small piece the blade to desired shape! More durable than the regular ones! Will post a pic of my finished project:) Best regards!
-
Thank you! You are an angel:)
-
Does anyone know where to get one of these? Was already broken when i opened the watch! (mbw 1665) Cheers